ТУ 14-3-190-2004
| ОКП 134400 135100 131900 Код ДКПП 27 2210 |
Группа В 62(23 040 10) УТВЕРЖДАЮ: Председатель МТК7, ТК8 Заместитель директора ГП "НИТИ" _________В.П.Сокуренко "__" _______ 2004г. |
ТРУБЫ СТАЛЬНЫЕ БЕСШОВНЫЕ
ДЛЯ КОТЕЛЬНЫХ УСТАНОВОК И ТРУБОПРОВОДОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ТУ 14-3-190-2004
(взамен ТУ 14-3-190-82)
Держатель подлинника - ГП "НИТИ" (МТК 7)
Сроки введения с 28.12.2004
Срок действия без ограничения
Настоящие технические условия распространяются на трубы бесшовные горяче-, холодно- и теплодеформированные из стали марок 10, 20 и 20-ПВ, применяемые для котельных установок и трубопроводов с предельными давлением и пара и горячей воды 6,4МПа (64кгс/см2) и температурой 400°С
Трубы изготавливают:
-из кованой и катаной заготовки по ГОСТу 3-009, ОСТ 14-21, ТУ 14-1-1529, ТУ 14-1-1545, ТУ 14-1-1787, ТУ 14-1-2228, ТУ 14-1-2560, ТУ 14-1-5185
-из непрерывнолитой заготовки производства ОАО "Волжский трубный завод" по ТУ 14-1-4944, ТУ 14-1-4992, ТУ 14-1-5319 и ОАО "Нижнетагильский металлургический комбинат" по ТУ 14-1-5472
-из вакуумированного мартеновского слитка производства ОАО "Нижнеднепровский трубопрокатный завод", изготовленного в соответствии с внутрезаводской документацией, согласованной с ГП "НИТИ"
Использование деформированной и недеформированной непрерывнолитой заготовки допускается при условии получения положительного реения ГП "НИТИ" и института потребителя о соответствии качества металла труб требованиям Правил Госгортехнадзора Российской Федерации и Госнадзорохрантруда Украины.
Примеры условного обозначения:
Труба горячедеформированная наружным диаметром 351мм, толщиной стенки 10мм, немерной длины, обычной точности, из стали 20
Труба Г 351х10-20 ТУ 14-3-190-2004
То же, длины мерной 6000мм
Труба Г 351х10х6000-20 ТУ 14-3-190-2004
То же, длины, кратной мерной 1200мм
Труба Г 351х10х1200кр-20 ТУ 14-3-190-2004
То же, повышенной точности по наружному диаметру и толщине стенки
Труба Г 351пх10пх1200кр-20 ТУ 14-3-190-2004
То же, повышенной точности по наружному диаметру и обычной точности по толщине стенки
Труба Г 351пх10х1200кр-20 ТУ 14-3-190-2004
Труба холоднодеформированная наружным диаметром 54мм, толщиной стенки 4,5мм, немерной длины, повышенной точности, из стали 10
Труба Х 54пх4,5п-10 ТУ 14-3-190-2004
То же, труба теплодеформированная
Труба Т 54пх4,5п-10 ТУ 14-3-190-2004
Труба холоднодеформированная внутренним диаметром 32мм, толщиной стенки 2,5мм, немерной длины, обычной точности, из стали 10
Труба Хвн 32х2,5-10 ТУ 14-3-190-2004
1. Норматичные ссылки
В настоящих технических условиях даны ссылки на следующие нормативные документы:
| ДСТУ 2680-94 | Трубы бесшовные катаные из сталей и сплавов. Термины и определения дефектов поверхности |
| ДСТУ 4179-2003 (ГОСТ 7502-98,MOD) | Рулетки измерительные металлические. Технические условия |
| ДСТУ 2841-94 (ГОСТ 27809-95) | Чугун и сталь. Метод спектраграфического анализа |
| ГОСТ 166-89 (ИСО 3599-76) | Штангенциркули. Технические условия |
| ГОСТ 1050-88 | Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия |
| ГОСТ 2216-84 | Калибры-скобы гладкие регулируемые. Технические условия |
| ГОСТ 3728-78 | Трубы. Метод испытания на изгиб |
| ГОСТ 3845-75 | Трубы металлические. Метод испытания гидравлическим давлением |
| ГОСТ 6507-90 | Микрометры.Технические условия |
| ГОСТ 7565-81 (ИСО 377-2-89) | Чугун, сталь и сплавы. Метод отбора проб для определения химического состава |
| ГОСТ 8026-92 | Линейки поверочные. Технические условия |
| ГОСТ 8694-75 | Трубы. Метод испытания на раздачу |
| ГОСТ 8695-75 | Трубы. Метод испытания на сплющивание |
| ГОСТ 8732-78 | Трубы стальные бесшовные горячедеформированные. Сортамент |
| ГОСТ 8734-75 | трубы стальны бесшовные холоднодеформированные. Сортамент |
| ГОСТ 9454-78 | Металлы. Метод испытания на ударный изгиб при пониженных, комнатных и повышенных температурах |
| ГОСТ 10006-80 (ИСО 6892-84) | Трубы металлические. Метод испытания на растяжение |
| ГОСТ 10243-75 | Сталь. Метод испытаний и оценки макроструктуры |
| ГОСТ 10692-80 | Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение |
| ГОСТ 11358-89 | Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1мм. Технические условия |
| ГОСТ 18360-93 | Калибры-скобы листовые для диаметров от 3 до 260мм. Размеры |
| ГОСТ 18365-93 | Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360мм.Размеры |
| ГОСТ 18895-97 | Сталь. Метод фотоэлектрического спектрального анализа |
| ГОСТ 19040-81 | Трубы металлические. Метод испытания на растяжение при повышенных температурах |
| ГОСТ 22536 0-87 | Сталь углеродистая и чугун нелегированный. Общие требования к методам анализа |
| ГОСТ 22536 1-88 | Сталь углеродистая и чугун нелегированный. Методы определения общего углерода и графита |
| ГОСТ 22536 2-87 | Сталь углеродистая и чугун нелегированный. Методы опредения серы |
| ГОСТ 22536 3-88 | Сталь углеродистая и чугун нелегированный. Методы определения фосфора |
| ГОСТ 22536 4-88 | Сталь углеродистая и чугун нелегированный. Методы определения кремния |
| ГОСТ 22536 5-87 (ИСО 629-82) | Сталь углеродистая и чугун нелегированный. Методы определения марганца |
| ГОСТ 22536 7-88 | Сталь углеродистая и чугун нелегированный. Методы определения хрома |
| ГОСТ 22536 8-87 | Сталь углеродистая и чугун нелегированный. Методы определения меди |
| ГОСТ 22536 9-88 | Сталь углеродистая и чугун нелегированный. Методы определения никеля |
| ГОСТ 22536 10-88 | Сталь углеродистая и чугун нелегированный. Методы определения алюминия |
| ГСТУ 3-009-2000 | Заготовка трубная из углеродистой, низколегированной и легированной стали. Технические условия |
| ОСТ 14-21-77 | Заготовка трубная из углеродистых, низколегированных и легированных сталей. Технические условия |
| ОСТ 14-82-82 | Отраслевая система управления качеством продукциичерной металлургии. Ведомственный контроль качества продукции. Трубы стальные бесшовные катаные. Дефекты поверхности. Термины и определения |
| ТУ У 255896652 001 | Щупы. Модели 82002, 82102, 82202, 82302. Технические условия |
| ТУ 14-1-1529-2003 | Заготовка трубная катаная и кованая для котельных труб |
| ТУ 14-1-1545-75 | Заготовка трубная кованая ободранная и сверленая из стали марок 10 и 20 |
| ТУ 14-1-1787-76 | Заготовка трубная кованая для котельных труб повышенного качества |
| ТУ 14-1-2228-70 | Заготовка трубная кованая без обдирки и сверления |
| ТУ 14-1-2560-2003 | Заготовка трубная кованая для котельных труб |
| ТУ 14-1-4944-90 | Заготовка непрерывнолитая квадратная для труб и сортового проката |
| ТУ 14-1-4992-91 | Заготовка непрерывнолитая круглого сечения для изготовления бесшовных труб |
| ТУ 14-1-5185-93 | Заготовка трубная из стали марки 20-ПВ, выплавленной на железе прямого восстановления для котельных труб |
| ТУ 14-1-5319-96 | Заготовка непрерывнолитая для котельных труб |
| ТУ 14-1-5472-2003 | Заготовка трубная непрерывнолитая круглого сечения для изготовления горячекатанных бесшовных труб |
| ТУ 2-034-0221197-011-91 | Щупы.Модели 82003, 82103, 82203, 82303. Технические условия |
2. Сортамент
2.1. Трубы поставляют по наружному диаметру и толщине стенки. По согласованию между изготовителем и потребителем трубы поставляют по наружному и внутреннему диаметру и толщине стенки
2.2. Горячедеформированные трубы изготавливают диаметром 20-426мм с толщиной стенки 2,5-18мм в сортаменте ГОСТ 8732, а также диаметром 51мм с толщиной стенки 2,5мм, 2,6мм, 2,8мм.
Холодно- и теплодеформированные трубы изготавливают размерами в сортаменте ГОСТ 8734.
По согласованию с потребителем допускается изготовление холоднодеформированных труб размерами в сортаменте ГОСТ 8732.
Допускается поставка труб промежуточных размеров в сортаменте ГОСТ 8732 и ГОСТ 8734
2.3. Предельные отклонения по наружному диаметру и толщине стенки труб должны соответствовать указанным в таблице 1.
Предельные отклонения труб промежуточных размеров должны соответствовать предельным отклонениям следующего большего номинального размера.
По согласованию между изготовителем и потребителем трубы поставляют с комбинированными по точности предельными отклонениями.
При поставке труб по внутреннему диаметру предельные отклонения внутреннего диаметра труб должны быть не более предельных отклонений соответствующего наружного диаметра/
Таблица 1 - Предельные отклонения размеров
| Размер труб, мм | Предельные отклонения | |
| Обычная точность | Повышенная точность | |
| 1 | 2 | 3 |
| По наружному диаметру | ||
| а) Для холодно- и теплодеформированных труб диаметром | ||
| от 4 до 10 включ. | ± 0,15мм | |
| св 10 " 30 " | ± 0,30мм | |
| " 30 " 50 " | ± 0,40мм | ± 0,6% (не менее ± 0,25мм) |
| " 30 " 120 " | ± 0,8% | |
| " 120 " | ± 0,8% | ± 0,75% |
| б) Для горячедеформированных труб диаметром | ||
| до 50 включ. | ± 0,5мм | ± 0,5мм |
| св. 50 до 95 включ. | ± 1% | ± 0,75% (не менее ± 0,5мм) |
| " 95 " 140 " | ± 1% | ± 0,8% |
| " 140 " 245 " | ± 1% | ± 0,9% |
| " 245 " 299 " | ± 1,25% | ± 0,9% |
| " 299 | ± 1,25% | ± 1% |
| По толщине стенки | ||
| а) Для холодно- и теплодеформированных труб | ||
| - диаметром до 110 вкл. с толщиной стенки | ||
| до 1 включ. | ± 0,12мм | |
| св 1 до 5 включ. | ± 10% | |
| " 5 | ± 8% | |
| - диаметром свыше 110 с толщиной стенки | ||
| до 1 включ. | ± 0,12мм | |
| св 1 до 2,5 включ. | ± 12,5% | |
| " 2,5 " 5 " | ± 10% | |
| " 5 | ± 8% | |
| б) Для горячедеформированных труб | ||
| - диаметром до 108 вкл. с толщиной стенки | ||
| до 7 включ. | +12,5% -15% | ± 12,5% |
| св 7 до 15 включ. | +12,5% -15% | +12,5% -10% |
| " 15 | ± 12,5% | ± 10% |
| - диаметром от 114 до 159 включ. | ||
| I группа толщин стенок*) | +12,5% -15% | ± 12,5% |
| II группа толщин стенок*) | ± 12,5% | ± 10% |
| - диаметром от 168 до 299 включ. | +12,5% -15% | ± 12,5% |
| - диаметром свыше 299 с толщиной стенки | ||
| до 15 включ. | +12,5% -15% | +12,5% -15% |
| св. 15 | ± 12,5% | ± 12,5% |
| *)I группа толщин стенок соответствует размерам труб, находящимся слева от ломаной линии таблицы 2, II группа толщин стенок - справа от этой линии | ||
Таблица 2 - Группы толщин стенок
В миллиметрах
| Наружный диаметр | Толщина стенки | ||||||||||||||||||||||
| 2,5 | 2,8 | 3 | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | (6,5) | 7 | (7,5) | 8 | 9 | 10 | 11 | 12 | (13) | 14 | (15) | 16 | 17 | 18 | |
| 114 | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
| 121 | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
| 127 | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
| 133 | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
| 140 | - | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
| 146 | - | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
| 152 | - | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
| 159 | - | - | - | - | - | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х | х |
2.4. Кривизна труб на любом участке длиной 1м не должна превышать 1,5мм.
2.5. Длина горячедеформированных труб должна соответствовать ГОСТ 8732, холодно- и теплодеформированных - ГОСТ 8734.
По согласованию изготовителя с потребителем допускается поставка труб других длин.
2.6. Овальность и разностенность горячедеформированных труб должны соответствовать ГОСТ 8732, холодно- и теплодеформированных труб - ГОСТ 8734.
3. Технические требования
3.1. Трубы изготавливают из стали марок 10 и 20 с химическим составом по ГОСТ 1050, из стали марки 20-ПВ - по ТУ 14-1-5185.
3.2. Трубы должны поставляться в термообработанном состоянии. Допускается нормализация горячедеформированных труб с прокатного нагрева.
3.3. Механические свойства металла труб при комнатной температуре должны соответствовать указанным в таблице 3.
Таблица 3 - Механические свойства металла труб при комнатной температуре
| Марка стали | Предел прочности, σв, Н/мм2 (кгс/мм2) |
Предел текучести, σт, Н/мм2 (кгс/мм2) | Относительное удлинение, δs, % |
Относительное сужение, ψ, % | Ударная вязкость, KCU, Дж/см2 (кгсм/см2) |
| не менее | |||||
| Горячедеформированные трубы | |||||
| 10 | 355-550 (36-56) | 215(22) | 24 | 55 | 49(5) |
| 20, 20-ПВ | 410-590 (42-60) | 245(25) | 21 | 45 | 49(5) |
| Холодно- и теплодеформированные трубы | |||||
| 10 | 345-540 (35-55) | 205(21) | 24 | 55 | 49(5) |
| 20, 20-ПВ | 410-590 (42-60) | 245(25) | 21 | 45 | 49(5) |
Примечание 1. В случае определения механических свойств на образцах в виде сегмента или отрезка трубы полного сечения относительное сужение не определяется Примечание 2. В случае определения механических свойств на патрубках допускается снижение относительного удлинения на 3% Примечание 3. Испытание на ударный изгиб проводят на трубах с толщиной стенки 6мм и более Примечание 4. Допускается снижение значений ударной вязкости на одном образце на 9,8Дж/см2(1кгсм/см2) от установленной нормы при условии, что среднее значение результатов испытаний образцов, отобранных для одной трубы, будет не ниже установленной нормы. | |||||
3.4. Предел текучести металла труб при температуре 350°С должен быть не менее
- для стали 10 - 130,0Н/мм2(13,0кгс/мм2),
- для стали 20 и 20-ПВ - 160,0Н/мм2(16,0кгс/мм2)
Изготовителю труб разрешается гарантировать соответствиепредела текучести металла труб при температуре 350°С без проведения испытаний на основании соблюдения технологии производства труб и результатов периодических испытаний.
3.5. Трубы без обнаружения течи должны выдерживать пробное испытательное гидравлическое давление (Р,МПа), вычисляемое по формуле, приведенной в ГОСТ 3845, при допускаемом напряжении (R, Н/мм2), равном 40% от предела прочности для данной марки стали.
Изготовителю разрешается гарантировать, что поставляемые им трубы выдержат испытание пробным гидравлическим давлением без проведения испытаний.
3.6. В макроструктуре металла труб не допускаются раскатные подусадочная рыхлость, подкорковые газовые пузыри, завороты корки, трещины, расслоения, флокены, инородные металлические и неметаллические включения, видимые без применения увеличительных приборов.
Изготовитель может гарантировать соответствие макроструктуры металла труб указанным требованиям без проведения контроля на основании результатов 100%-ной дефектоскопии труб.
Контроль макроструктуры проводят для труб с толщиной стенки 12мм и более.
3.7. Трубы, в зависимости от размера, должны выдерживать по выбору потребителя, что указывается в заказе, одно или несколько технологических испытаний: сплющивание, раздачу, загиб.
3.8. Трубы наружным диаметром не более 400мм и толщиной стенки не более 15% от наружного диаметра должны выдерживать испытание на сплющивание до получениямежду сплющивающими поверхностями расстояния Н в мм, вычисленного по формуле (1).
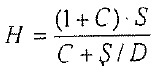 (1)
(1)
где С - коэффициент деформации, значения которого указаны в таблице 4,
S - номинальная толщина стенки трубы, мм,
D - номинальный наружный диаметр трубы, мм
Таблица 4 - Коэффициент деформации
| Марка стали | Коэффициент деформации, С | |
| Горячедеформированные трубы | Холодно- и теплодеформированные трубы | |
| 10 | 0,09 | 0,08 |
| 20, 20-ПВ | 0,08 | 0,08 |
3.9. Трубы наружным диаметром не более 150мм и толщиной стенки не более 9мм должны выдерживать испытание на раздачу. Испытания проводят на оправке с конусностью 12° до увеличения наружного диаметра, указанного в таблице 5. Допускается проведение испытания на оправке с углом конусности 30°
Таблица 5 - Величина раздачи
| Марка стали | Величина раздачи, %, при толщине стенки | |
| до 4 мм вкл. | свыше 4 мм | |
| 10 | 10 | 6 |
| 20, 20-ПВ | 8 | 5 |
3.10. Трубы диаметром до 60мм вкл. должны выдерживать испытание на изгиб отрезка трубы полного сечения, диаметром свыше 60мм - продольной полосы.
3.11. На наружной и внутренней поверхности труб не допускаются трещины, плены, рванины, закаты, грубая рябизна. Эти дефекты должны быть полностью удалены холодным способом местной пологой зачисткой или сплошной зачисткой, шлифовкой, полировкой, расточкой или обточкой.
При этом толщина стенки в местах удаления дефектов не должна выходить за минимальные допустимые значения.
Допускаются без ремонта отдельные вмятины, риски, мелкая рябизна и другие дефекты, обусловленные способом производства, если они не выводят толщину стенки за минимальные допустимые значения.
3.12. Трубы подвергают неразрушающему дефектоскопическому контролю одним из методов ультразвуковым, вихретоковым или магнитным. Метод контроля оговаривается в заказе
3.13. Концы труб должны быть обрезаны перпендикулярно оси трубы и зачищены от заусенцев, допускается образование фаски под углом не менее 70° к оси труб при их удалении.
По заказу потребителя на концах труб с толщиной стенки 5мм и более, подлежащих сварке, должны быть сняты фаски под углом 35-40° к торцу трубы. При этом должно быть оставлено торцевое кольцо шириной 1-3мм.
4. Правила приемки
4.1. Приемка труб производится партиями. Каждая партия труб должна состоять из труб одного размера, одной плавки, одной марки стали, одного вида термической обработки и сопровождаться одним документом о качестве.
Количество труб в партии должно быть не более:
- 400 штук для труб диаметром не более 76мм,
- 200 штук для труб диаметром более 76мм.
4.2. Химический состав металла труб, произведенных из заготовки, принимают по документу о качестве поставщика трубной заготовки, металла труб из слитка - по анализу ковшевой пробы плавки
При возникновении разногласий проводят химический анализ металла труб.
4.3. Для испытаний на растяжение при комнатной температуре и температуре 350°С, испытаний на ударный изгиб, сплющивание, раздачу, загиб, для контроля макроструктуры отбирают две трубы от партии.
4.4. периодичность контрольных испытаний на растяжение при температуре 350°С должна быть не реже 1 раза в год для каждой марки стали и вида труб.
4.5. Для каждого вида испытаний (за исключением испытаний на ударный изгиб) от каждой отобранной трубы вырезают по одному образцу.
Для испытаний на ударный изгиб вырезают по три образца от каждой отобранной трубы
4.6. Контролю качества поверхности, размеров, испытанию гидравлическим давлением и неразрушающему дефектоскопическому контролю подвергают каждую трубу партии
4.7. При получении неудовлетворительных результатов испытаний хотя бы по одному из видов выборочных испытаний, по нему проводят повторные испытания на удвоенном количестве труб, отобранных от той же партии, исключая трубы, не выдержавшие испытаний. Результаты удовлетворрительных повторных испытаний распространяются на всю партию.
При получении неудовлетворительных результатов повторных испытаний хотя бы одного образца, все трубы партии могут подвергаться данному испытанию, исключая трубы, не выдержавшие испытаний, либо переработке (перекат на другой размер, расточка, обточка). Переработанные трубы предъявляют к приемке, как новую партию.
Допускаются повторные термообработки (не более трех) забракованных труб с предъявлением их к приемке, как новых партий.
5. Методы испытаний
5.1. Диаметры и овальность труб (п.2.2, 2.3, 2.6) контролируют штангенциркулем типа ШЦ по ГОСТ 166, микрометром гладким типа МК по ГОСТ 6507, калибрами-скобами листовыми по ГОСТ 18360, ГОСТ 18365, калибрами-скобами гладкими, регулируемыми по ГОСТ 2216.
Толщину стенки и разностенность (п.2.2, 2.3, 2.6) контролируют с обоих концов трубы микрометром трубным типа МТ по ГОСТ 6507, индикаторным стенкомером и толщиномером по ГОСТ 11358.
Кривизну труб (п.2.4) проверяют линейкой поверочной по ГОСТ 8026 и набором щупов по ТУ 2-034-0221197-011 или ТУ У 255896652.001.
Длину труб (п.2.5) контролируют рулеткой измерительной по ДСТУ 4179 (ГОСТ 7502).
Допускается проводить контроль другими средствами измерительной техники, метрологические характеристики которых обеспечивают необходимую точность измерений
5.2. Отбор проб для химического анализа (п.3.1) производят по ГОСТ 7565. Химический анализ проводят по ГОСТ 22536 0, ГОСТ 22536 1, ГОСТ 22536 2, ГОСТ 22536 3, ГОСТ 22536 4, ГОСТ 22536 5, ГОСТ 22536 7, ГОСТ 22536 8, ГОСТ 22536 9, ГОСТ 22536 10, ДСТУ 2841 (ГОСТ 27809).
Допускается проводить определение химического состава металла фотоэлектрическим методом спектрального анализа по ГОСТ 18895
Арбитражным методом определения химического состава является химический метод анализа по упомянутым стандартам.
5.3. испытания на растяжение проводят на продольном пропорциональном коротком образце: при комнатной температуре (п.3.3) - по ГОСТ 10006, при температуре 350°С (п.3.4) - по ГОСТ 19040
Разрешается проводить контроль механических свойств при комнатной температуре неразрушающими методами по методике завода-изготовителя. В арбитражных случаях испытания проводят по ГОСТ 10006.
5.4. Испытания на ударный изгиб (п.3.3) проводят по ГОСТ 9454 на продольных образцах типа 1-3.
5.5. испытания гидравлическим давлением (п.3.5) проводят по ГОСТ 3845 с выдержкой труб под давлением не менее 10сек.
5.6. Макроструктуру металла труб (п.3.6) контролируют на протравленном кольцевом поперечном темплете по ГОСТ 10243.
5.7. Испытание на сплющивание (п.3.8) проводят по ГОСТ 8695. При обнаружении на сплющенных образцах мельчайших надрывов (седины) или других мелких дефектов, обусловленных способом производства и допускаемых настоящими техническими условиями, разрешается повторное испытание на сплющивание другого образца от той же трубы с предварительным снятием поверхностного слоя (внутреннего и наружного) на глубину не более 0,2мм.
5.8. Испытание на раздачу (п.3.9) проводят по ГОСТ 8694.
5.9. Испытание на загиб (п.3.10) проводят по ГОСТ 3728.
5.10. Осмотр наружной и внутренней поверхности труб (п.3.11) производят визуально без применения увеличительных приборов.
Определение вида дефектов на наружной и внутренней поверхностях труб проводят в соответствии с ДСТУ 2680 или ОСТ 14-82.
Глубину дефектов проверяют с помощью надпиловки с последующим измерением или иным способом. Обмер по наружному диаметру в местах зачистки дефектов не проводят.
5.11. Неразрушающий контроль (п.3.12) проводят по технологической инструкции, согласованной с ГП "НИТИ" или ФГУП "ЦНИИТМАШ".
Настройку чувствительности оборудования ультразвукового контроля проводят по стандартным образцам предприятия (СОП) с искусственными дефектами в виде продольных прямоугольных рисок, выполненных на наружной и внутренней поверхностях образца.
Настройку чувствительности оборудования вихретокового контроля проводят по СОП с искусственными дефектами.
- при использовании проходных преобразователей СОП должен иметь три цилиндрических сквозных радиально просверленных отверстия, смещенных друг относительно друга по окружности на 120°.
Расстояние между отверстиями в продольном направлении должно быть достаточно для обеспечения их раздельной регистрации. Допускается использование одного отверстия.
При этом проверку настройки оборудования в динамике надо проводить путем пропускания СОП через установку в позициях положения отверстия 0°, 90°, 180°, 270°,
- при использовании накладных преобразователей (с вращающейся трубой или преобразователями) СОП должен иметь искусственный дефект в виде продольной прямоугольной риски, выполненной на наружной поверхности.
Настройку чувствительности оборудования магнитного контроля проводят по СОП с искусственным дефектом в виде прямоугольной риски, выполненной на наружной поверхности, или цилиндрического сквозного радиально просверленного отверстия.
Размеры искусственных дефектов представлены в приложении А.
6. Маркировка, упаковка, оформление документации, транспортирование и хранение
6.1. Маркировку, упаковку, оформление документации, транспортирование и хранение производят по ГОСТ 10692 со следующими дополнениями
6.1.1. Маркировка труб диаметром 273мм и более дополнительно должна содержать номер плавки и партии, номер трубы, номер технических условий, клеймо ОТК, а также, по усмотрению завода-изготовителя, фактическую длину трубы в мм, месяц и год.
6.1.2. Документ о качестве дополнительно должен содержать следующую информацию:
- номер технических условий на трубную заготовку,
- завод-изготовитель трубной заготовки,
- проведение термической обработки, в т.ч. с прокатного нагрева,
- гарантии предусмотреных техническими условиями показателей предела текучести при 350°С, испытаний гидравлическим давлением и макроструктуры.
6.2. По требованию потребителя, оговоренному в заказе, концы каждой трубы диаметром 108мм и менее должны быть плотно закрыты специальными предохранительными заглушками (пробками, колпачками).
6.3. По требованию потребителя, оговоренному в заказе, трубы должны иметь временное консервационное покрытие, обеспечивающие противокоррозийную защиту поверхности труб.
7. Гарантии изготовителя
7.1. Изготовитель гарантирует соответствие труб требованиям настоящих технических условий.
Приложение А
обязательное
Размеры искусственных дефектов
| Метод контроля | Тип и размеры искусственного дефекта | |||
| Продольная прямоуголная риска | Отверстие | |||
| глубина, мм | длина, мм | ширина, мм | диаметр, мм | |
| Ультразвуковой: | ||||
| - для горячедеформированных труб | ||||
| -при D/S≥5 | (12,5±1,25)%S, но не менее 0,5±0,05 и не более 2,0±0,2 | не более 50 | не более 1,5 | - |
| -при D/S<5 | (20,0±2,0)%S, но не менее 1,0±0,1 и не более 3,0±0,3 | не более 50 | не более 1,5 | - |
| - для холодно- и теплодеформированных труб | ||||
| -при D/S≥5 | (10,0±1,0)%S, но не менее 0,3±0,03 и не более 2,0±0,2 | не более 50 | не более 1,5 | - |
| -при D/S<5 | (15,0±1,5)%S, но не менее 0,5±0,05 и не более 2,5±0,25 | не более 50 | не более 1,5 | - |
| Вихретоковый | ||||
| -проходной преобразователь | - | - | - | 2±0,2 для труб D≤20, 3±0,2 для труб 20<D≤60, 4±0,2 для труб 60<D≤127, 5±0,2 для труб D>127 |
| -накладной преобразователь | (12,5±1,25)%S, но не менее 0,3±0,03 и не более 2,0±0,2 | не более 50 | не более глубины | - |
| Магнитный | (12,5±1,25)%S, но не менее 0,3±0,03 и не более 2,0±0,2 | не более 50 | не более удвоенной глубины, но не более 1,0 | 2±0,2 для труб D≤20, 3±0,2 для труб 20<D≤60, 4±0,2 для труб 60<D≤127, 5±0,2 для труб D>127 |
| Примечание 1.D - номинальный диаметр контролируемой трубы, мм, S - номинальная толщина стенки контролируемой трубы, мм.
Примечание 2.Размеры искусственных дефектов устанавливаются по согласованию изготовителя с потребителем для труб холодно- и теплодеформированных: - с толщиной стенки менее 2мм, - при D/S<5 диаметром менее 57мм. | ||||
Приложение Б
обязательное
ЛИСТ РЕГИСТРАЦИИ ИЗМЕНЕНИЙ
ТУ 14-3-190-2004
| Наименование документа, содержащего изменение | Дата отраслевой регистрации | Перечень пунктов технических условий, на которые распространяется изменение | Дата и номер государственной регистрации изменения |
Смотрите также:
Смотрите также:
Гост 550-75Стальная труба d 530
Купить трубу c245 325*8